2025年度 本部
本部
難燃性マグネシウム合金のAM技術と熱処理技術の基礎検討
最終更新日:2026年2月27日
アピールポイント
- マグネシウム合金はAM可能
- AMによる材料開発シーズ発掘
- 軽量部品や生体材料への適用
技術内容
技術の特徴
- 不燃性を明確にしてAMすることに成功
- 最適な条件を明確にして安定的にAMを実施
- AM不良を画像解析により定量化
- 熱処理を適用してAM不良の除去に成功
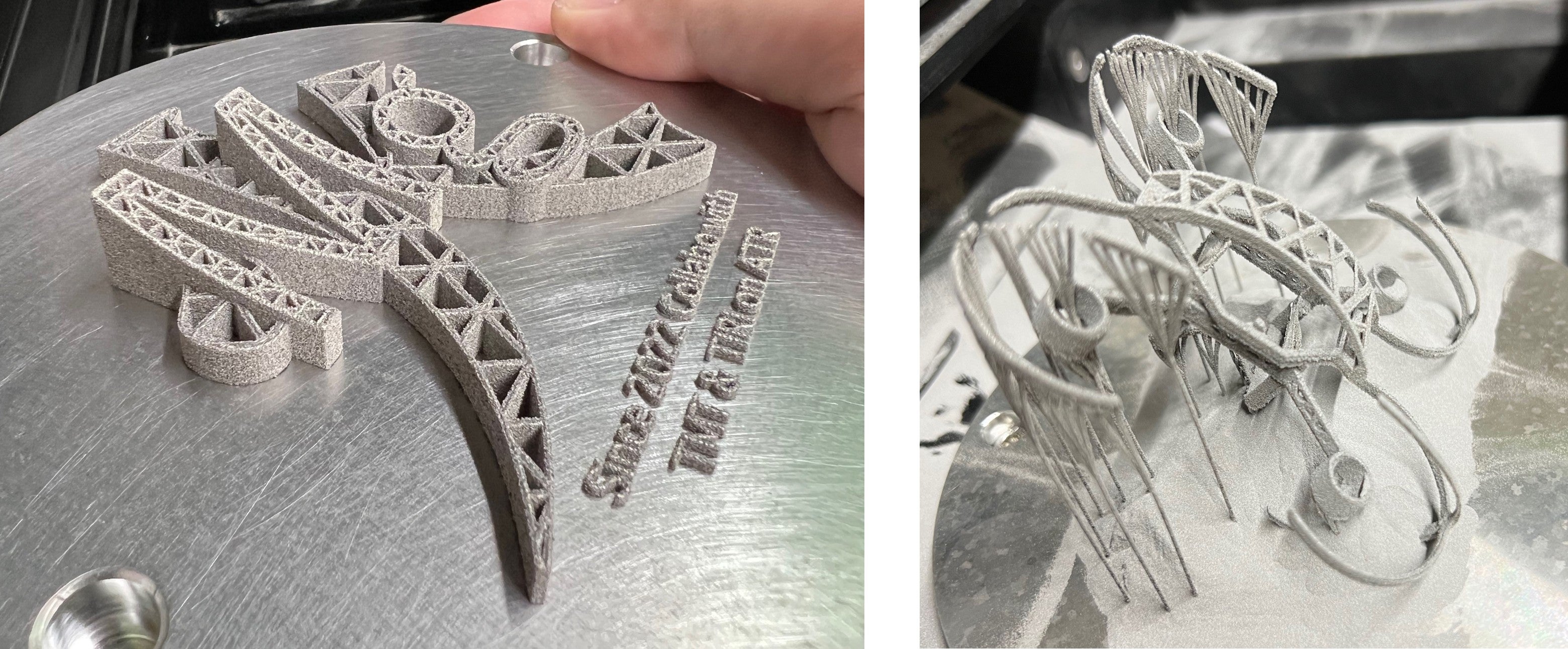
- 格子構造やドローンボディのAMを試作
技術の概要
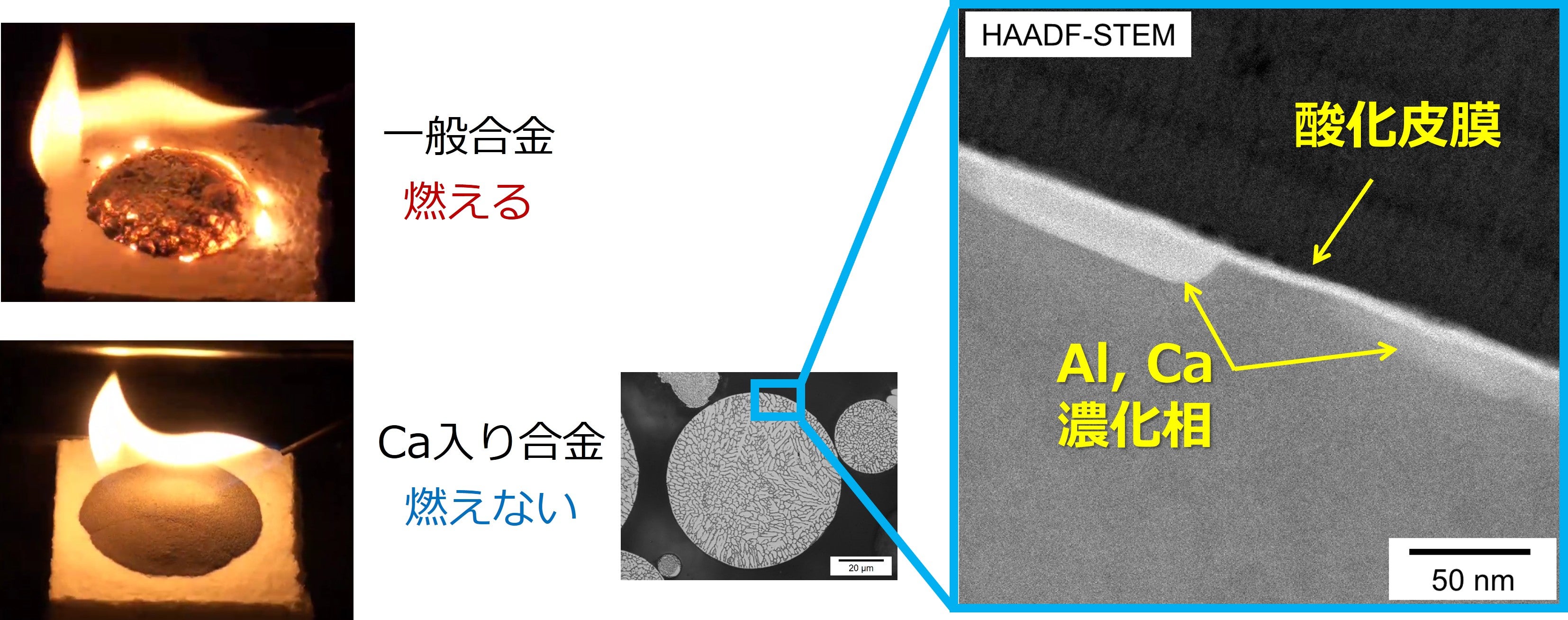
なぜ燃えないか
ガスアトマイズ法で作製された粉末表面には保護層が形成されるため燃えません。
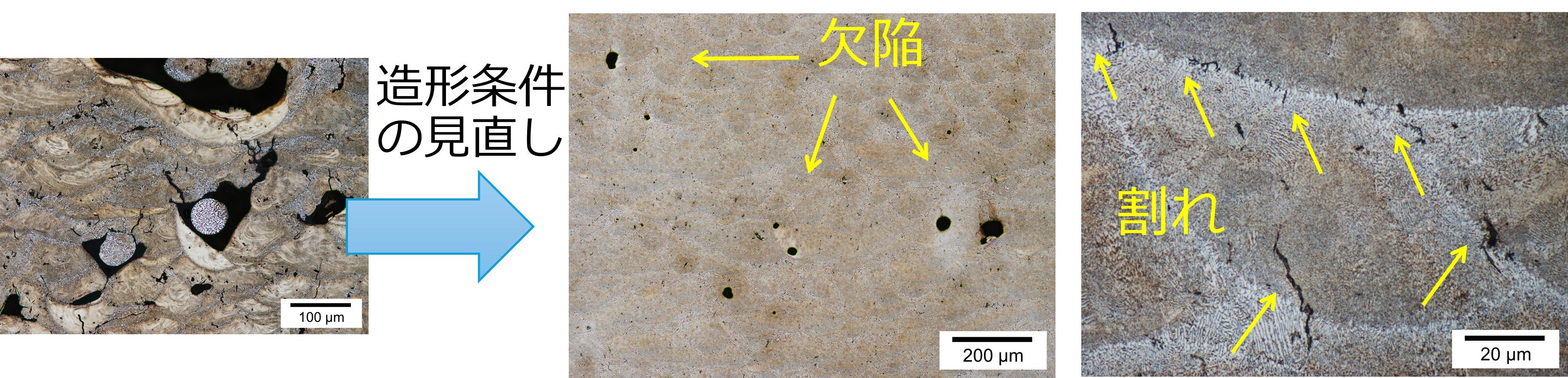
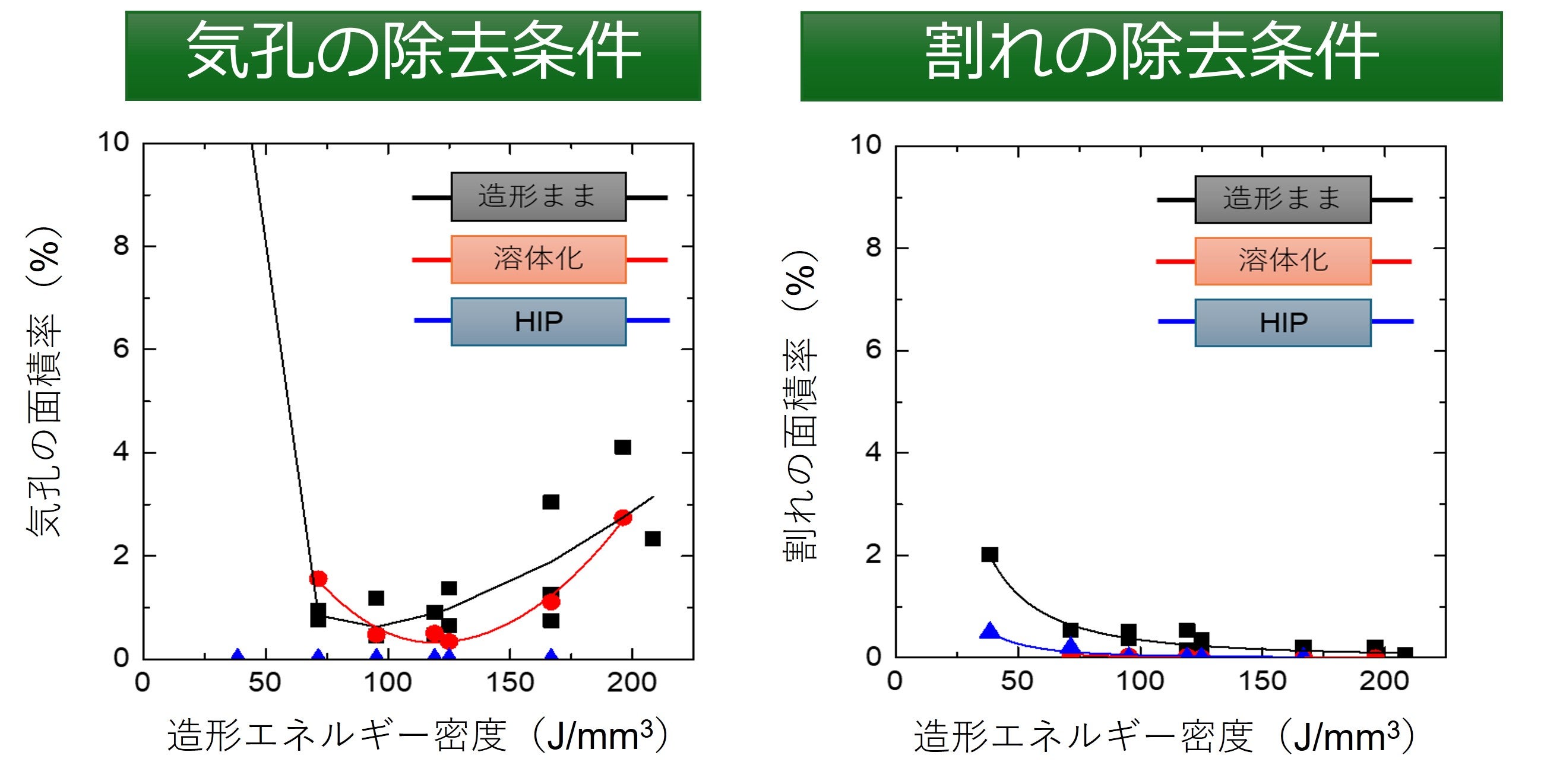
欠陥と割れについて
造形条件を良くしても、特有の欠陥(気孔)や割れが生じます。この割れは凝固が遅れた部分が引ける現象などにより起こります。
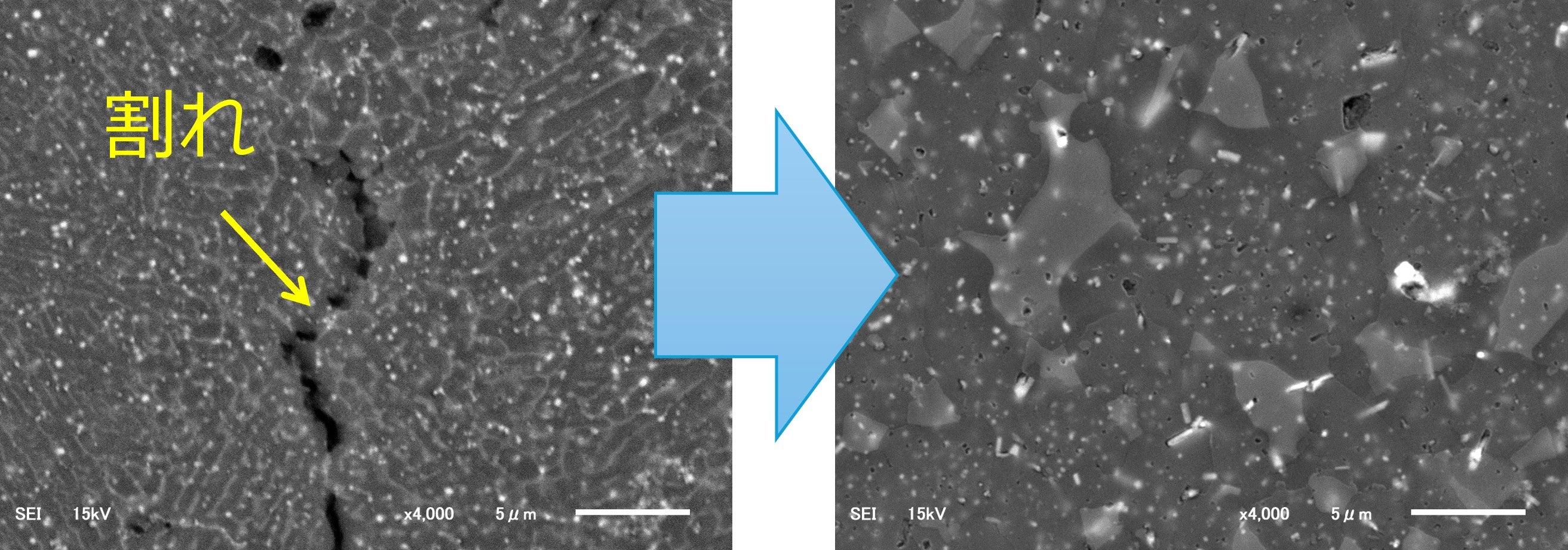
熱処理技術による欠陥除去と組織改善
割れは溶体化処理で除去でき、気孔の除去はHIP処理が必須です。
企業へのご提案
- AMや粉末冶金の材料開発を検討したい方
- 金属部品の品質管理を検討したい方
光学式顕微鏡や走査型電子顕微鏡などを使ったミクロ組織観察による金属部品の不具合調査に関する支援事業をご利用ください。
研究成果に関する文献・資料
岩岡ら、粉体および粉末冶金, 71巻, 12号, 660-667 (2024)
知財情報
特許 第7315941号
研究者情報
- 事業所
- 本部
- グループ
- 機械技術グループ
- 担当者
- 岩岡 拓
- 共同研究機関・共同研究者
- 株式会社東都冶金
