本文
インクジェット式三次元造形機を用いた製品製作とその精度評価
小船 諭史[発表者]、西川 康博、阿保 友二郎(電子・機械グループ)
1.はじめに
近年、製品開発において設計から製作までのリードタイムの短縮化が求められている。この要望に対応するために設計と並行して製品の試作が可能である三次元造形機が広く用いられている。当センターにおいてもインクジェット式三次元造形機を導入しているが、形状・寸法、製品概観および部品干渉等の確認での利用が主であり、実製品製作の例は少ない。今後、更なる実製品製作を図るためには、造形品の表面性状、寸法精度、形状精度に関するデータ蓄積が不可欠である。
本研究ではインクジェット式三次元造形機により製作した造形品を実製品として活用するための基礎データとして、表面性状、寸法精度、形状精度を測定、評価した。
2.造形品の寸法・形状の評価
図1に示す様な段差形状、軸形状、穴形状の造形品を作製し、これらの寸法・形状精度の造形方向異方性を評価した。その結果、段差の寸法はX方向(プリンタヘッドの移動方向)およびY方向(⊥X方向)ではプラスの誤差、Z方向(積層方向)ではマイナスの誤差が生じることがわかった。軸・穴の寸法は、軸では全造形方向でプラスの誤差、穴では全造形方向でマイナスの誤差を生じることがわかった。図2に軸形状造形品における設計値寸法と造形誤差の関係を示す。これより、軸形状においては一部の造形方向で造形品寸法の増大に伴う造形誤差の増大が確認できる。また、軸、穴の形状精度を調べた結果、これらの形状は造形方向に依存して引き伸ばされた形状や押し縮められた形状となるがわかった。
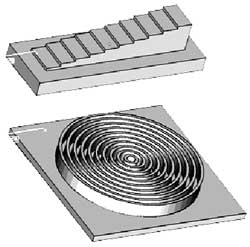
図1 造形品の一例
3.補正による寸法・形状精度の向上
2章で明らかになった結果を用い造形方向、寸法ごとの寸法・形状の補正を試みた。補正のため、軸、穴の第一軸と第二軸(XY平面の形状であれば、第一軸:X軸、第二軸:Y軸)の二点間寸法を算出し、オフセット誤差と倍率誤差に分離した補正式を求めた。ここで、オフセット誤差とは図2における近似直線の初期誤差、倍率誤差とは同図での傾きにより生じる誤差である。
得られた補正値を、楕円として定義した軸、穴形状の長軸と短軸寸法としてCAD寸法に適用した。その結果の一例を3に示す。これより、造形精度を0.2mm程度(補正前)から0.05mm程度(補正後)まで向上できることがわかった。
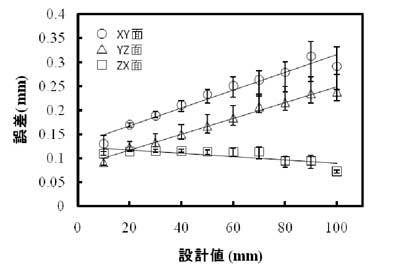
図2 軸形状の造形品の寸法精度
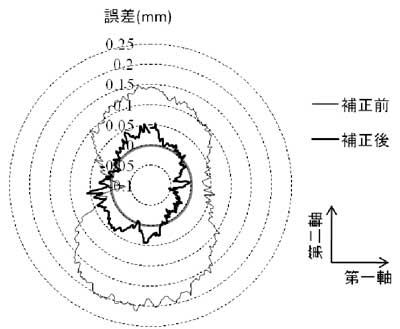
図3 軸形状における形状補正効果
4.まとめ
インクジェット式三次元造形機により製作した造形品の表面性状、寸法精度、形状精度は、造形方向異方性を示すことが明らかとなった。また、軸形状、穴形状の寸法・形状誤差は最大で0.2mm程度であったが、CAD上の補正により0.05mm程度まで軽減することが可能であった。