本文
インクジェット式三次元造形機を用いた2色成形による材料・製品設計
西川 康博[発表者]、阿保 友二郎(電子・機械グループ)
1.はじめに
近年、三次元積層造形法あるいはラピッドプロトタイピングと呼ばれる方法によって試作品や工業製品の開発が行われている。様々な手法がある中で、インクジェット法は高精度かつ高速に対象物を積層造形することができる。このため試作品のみならず、多品種少量の製品あるいは部品であれば、直接、製造も可能であると考えられる。
本研究では、2色成形(同時に2種類の樹脂を使用)が可能なインクジェット式三次元造形機を用いて、特徴的な成形手法である積層成形を活かした一方向強化複合材料の製作と評価、および、非線形ばねの製作とそのばね特性の評価を行い、造形機を用いた材料および製品の設計・製作に関する基礎技術について検討した。
2.実験方法
本研究では、硬化後に柔軟な材料特性を示す樹脂(以後、樹脂Mと呼ぶ)と、剛性のある樹脂(以後、樹脂Rと呼ぶ)の2種類の光硬化樹脂を用いた。樹脂Mを母材の原材料とし、樹脂Rを強化材の原材料とした一方向強化複合材料試験片を製作した。試験片の形状および寸法はJIS K 7139(多目的試験片A形)に準拠した。強化材の体積含有率を10%、20%および40%と変化させた。その後、万能材料試験機を用いて引張試験を行った。さらに、非線形ばねを製作した。その様子を図1に示す。ばねの外径を35mm、線径を5mm、ピッチ角を7.5°、有効巻き数を6とした。万能材料試験機を用いて圧縮試験を行った。
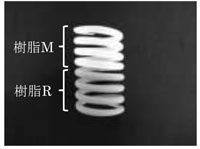
図1 非線形ばね
3.結果・考察
図2に強化材の体積含有率と引張弾性率の関係を示す。図には、複合則から求めた理論引張弾性率も示した。図に示すように、強化材の体積含有率が増加するに伴い、引張弾性率は向上する。強化材の体積含有率が40%である試験片の引張弾性率は、母材であるM樹脂のそれと比較すると約67%向上した。
図3に非線形ばねの荷重-変位線図を示す。図より、変形途中でばね定数が変化することがわかる。初期においては、主に樹脂Mで形成されたばね部分が変形し、その後、ばね同士が接地し、続いて樹脂Rで形成されたばね部分が変形した。このように、インクジェット式三次元造形装置を用いることで、非線形ばねのような特徴ある製品の製造が可能であることが示された。
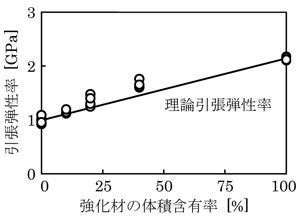
図2 強化材の体積含有率と引張弾性率の関係
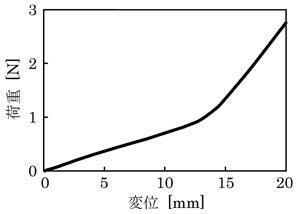
図3 荷重―変位線図
4.まとめ
本研究により、インクジェット式三次元造形機を用いて、特徴のある材料および製品の設計・製作を行うことが可能であることが示された。今後、製品の強度設計・製作における課題を克服しつつ、本成果を実際の製品開発に応用する予定である。