本文
マンガンボロン鋼の焼入温度による金属組織制御
内田 聡[発表者](機械技術グループ)
1.はじめに
近年、自動車の燃費向上を目的とした軽量化と、安全性能向上のため、部品の高強度化が求められている。そうした要求に低コストで対応するため、合金成分を少なくしながら強度を高められる材料として、ボロン鋼やマンガンボロン鋼の利用が急速に増加している。鋼にボロンを微量添加することで、焼入性が改善することは良く知られていることであるが、焼入温度に伴う組織変化などの基本的なデータがあまり公表されていない状況にある。そこで、新規性には欠けるがマンガンボロン鋼の基本情報として、焼入温度に伴い変化する金属組織について報告する。
2.実験方法
試料は、ボルト形状(M10×20mm)のマンガンボロン鋼(JASO M 106-92 : ASMnB422H)を用いた。試料の規格成分値を表1に示す。この材料は、通常の合金元素を含まず、B(ボロン)だけが0.0005%以上添加されている。この材料の通常の焼入温度は、900℃である。これを基準に、焼入温度850℃、900℃、950℃、加熱不足を想定した焼入温度750℃、800℃、過熱を想定した焼入温度1000℃、1050℃を設定して、それぞれの焼入組織とロックウェル硬さを測定した。
表1 ASMnB422Hの規格成分値 (mass%)
3.結果・考察
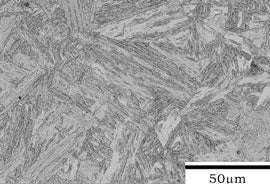
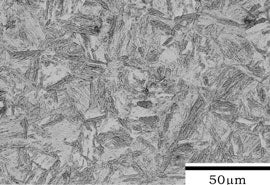
図1は焼入温度900℃の、図2は焼入温度850℃のときの金属組織である。いずれの場合も所定の硬さは得られたが、組織は大きく異なった。850℃焼入れの試料の方が組織は細かく見えるが、これは熱処理前の組織の影響が残っているもので、加熱温度や保持時間がわずかではあるが、足りていない状態と考えられる。
|
|
4.まとめ
マンガンボロン鋼の焼入れでは、850℃以上の焼入温度で所定の硬さを得られるが、安定した組織を得るためには、余裕を持ってオーステナイト化温度を超える900℃からの焼入れが必要である。900℃より高い温度からの焼入れでは、靱性低下や遅れ破壊の可能性を考慮し、組織と特性を充分検討して、適切な熱処理条件が選択されるべきである。