




溶融積層造形装置
印刷用ページを表示する 更新日:2022年11月1日更新

Tweet(外部リンク)
装置の特徴
溶融積層造形装置(ストラタシス社製Fortus 450mc、2022年3月導入)は、ポリカーボネート(白)の造形品を製作できます。
ポリカーボネート製の製品以外にも医療機器や機械部品など分野を問わず製品設計の検討や確認などで多く使用されています。またポリカーボネートのため、耐熱部品や高強度部品の試作品として使用されることもあります。
本装置は、造形室内の温度が制御され、比較的反りの少ない造形品が得られます。試作品のサイズに合わせて、積層ピッチは0.127 mmから0.330 mmまでの4段階から選択できます。最大造形サイズは、W406×D355×H406 mmです。
造形に必要な3Dデータ(STL)を専用ソフトによって造形プログラムへ簡単に変換することができます。サポート材はポリカーボネートから剥がれやすい材質のため、手作業でポリカーボネートから除去することが多いです。専用の除去液によってサポート樹脂を溶解除去することも可能です。
試作品1:疲労軽減型ピンセット
長時間の使用を楽にするため、指にガイドを設けた設計を行い、試作しました(積層ピッチ:0.127 mm)。

図1 疲労軽減型ピンセットの試作品
試作品2:福祉用カップ
両手で掴むことができ、首の曲げが少なく、誰でも飲みやすい福祉用カップを設計し、試作しました。なお、溶融積層式の造形品は内部に空隙が存在し、液体を入れると漏出するため、試作品は実際に使用することはできません(積層ピッチ:0.330 mm)。


図2 福祉用カップの試作品(左:サポート材除去前、右:除去後)
溶融積層造形について
溶融積層造形は、樹脂を加熱溶融し、ノズルから糸状の樹脂を押出しながら積層する造形方式です。一般的に知られている「3Dプリンタ(AM)」の代表的な方式であり、個人使用の小型装置も含めると世界で最も普及している方式です。
3Dプリンタでは、はじめに2D平面方向に描画し、次に高さ方向に2Dの描画を積層することで3Dの造形物が得られます。従って積層方向に小さな段差が生じます。
溶融積層方式では、オーバハングしている形状はサポート材の造形によって支えられます。また、ノズルを機械的に移動し描画するため、レーザーなどを使用した他の方式よりも造形時間が一般的に長くなります。使用する樹脂は、加熱によって軟らかくなり常温に戻すと再び硬くなる熱可塑性樹脂です。このため比較的強度のある造形品を製作することができます。
3Dプリンタには溶融積層方式以外にもさまざまな方式があり、方式によって造形品の特徴が異なります。造形の目的によって適した造形方式を選択することが望まれます。
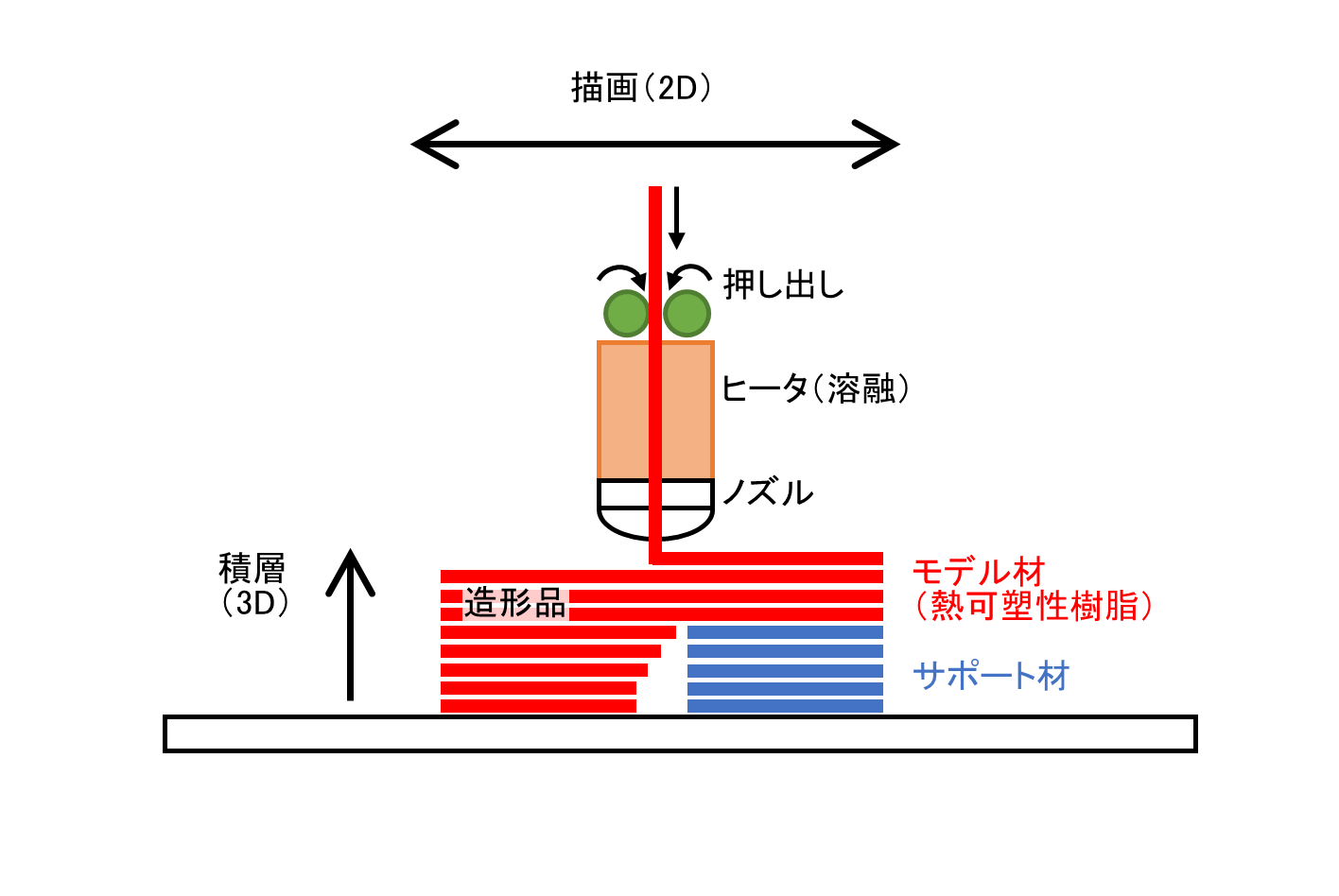
図3 溶融積層方式の造形原理
ご利用の目的に合わせて、積層ピッチ・積層方向・サポート材設定などの造形条件を助言いたします。お気軽にお問い合わせください。
Tweet(外部リンク)


※記事中の情報は掲載当時のものとなります。